القضاء على الرطوبة من مصدرها: الآليات العملية لآلة تعبئة المناخل الجزيئية اليدوية
التكلفة الحقيقية للتكثيف الداخلي
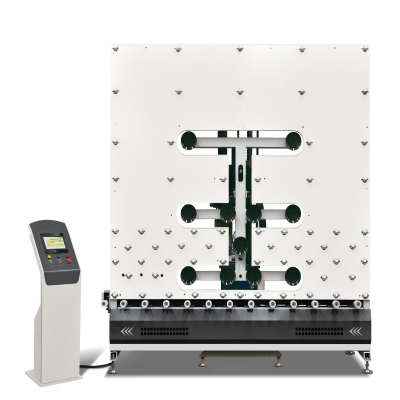
ألقِ نظرة على أي مبنى شاهق حديث أو منزل موفر للطاقة، وستجد وحدات الزجاج العازل (IGUs) تقوم بالدور الأكبر في التحكم الحراري والصوتي. لكن كفاءة وحدة الزجاج العازل تعتمد كلياً على مناخها الداخلي. فإذا ما احتُجزت ولو نسبة ضئيلة من الرطوبة المحيطة بين ألواح الزجاج أثناء التركيب، ستتكثف الرطوبة داخل الوحدة حتماً من الداخل إلى الخارج عند انخفاض درجات الحرارة. وبمجرد ظهور التكثف داخل التجويف، تُعتبر الوحدة بأكملها فاشلة تماماً. في المصنع، يعتمد منع هذا التكثف الداخلي كلياً على مادة مجففة حبيبية - وتحديداً، مناخل جزيئية - معبأة داخل فاصل محيطي من الألومنيوم. ويعتمد إدخال هذه الحبيبات الدقيقة بكفاءة داخل إطار الفاصل الضيق على قطعة واحدة عملية للغاية: آلة تعبئة المجففات اليدوية بالمناخل الجزيئية. دعونا نشرح آلية هذه العملية ولماذا يُعد استخدام أداة متخصصة أمراً لا غنى عنه لضمان عمر أطول لوحدات الزجاج العازل.

فيزياء الامتزاز والتدفق
لفهم عملية التعبئة، علينا أولاً أن ننظر إلى كيفية عمل المناخل الجزيئية. هذه الحبيبات عبارة عن زِيوليتات اصطناعية ذات بنية مجهرية مسامية للغاية، مصممة لاحتجاز جزيئات الماء والاحتفاظ بها (الامتصاص). نظرًا لتفاعلها الشديد مع الرطوبة، يُعدّ الوقت عاملاً حاسمًا في المصنع. فإذا تُرك كيس المناخل الجزيئية مفتوحًا للهواء لفترة طويلة أثناء عملية التعبئة البطيئة، فإنه سيمتص الرطوبة من الغرفة قبل وصوله إلى وحدة الزجاج، مما يُقلل بشكل كبير من عمره الافتراضي. علاوة على ذلك، تُولّد الحبيبات نفسها احتكاكًا كهربائيًا وغبارًا عند سكبها، مما يجعل التعامل معها بكميات كبيرة أمرًا صعبًا للغاية.
تحدي تجويف الفاصل
يمثل إدخال مادة التجفيف في إطار الفاصل تحديًا ميكانيكيًا فريدًا. تتميز قضبان الفواصل المصنوعة من الألومنيوم القياسية بتجاويف داخلية ضيقة للغاية، يتراوح عرضها عادةً بين 6 و24 ملم. إذا حاول المشغلون ملء هذه القنوات الضيقة يدويًا باستخدام الأقماع أو الأكواب، تصبح العملية فوضوية. تتناثر الحبيبات على الأرض، مما يُسبب الهدر وخطر الانزلاق. والأسوأ من ذلك، أن الفتحات الضيقة غالبًا ما تنسد، مما يؤدي إلى ظهور "مناطق ميتة" - أجزاء من إطار الفاصل خالية تمامًا من مادة التجفيف. وبدون ملء متجانس، تتأثر قدرة النافذة النهائية على امتصاص الرطوبة بشكل كبير.
الهندسة العملية: حل عنق الزجاجة
للتعامل مع الواقع المادي لتجميع وحدات الزجاج المعزول السريع، تعتمد آلة التعبئة اليدوية الحديثة على الجاذبية والهندسة الهيكلية وعلم المواد بدلاً من الإلكترونيات المعقدة.
1. قناة التغذية بالجاذبية المصنوعة من الفولاذ المقاوم للصدأ
يستغني قلب الآلة عن الأقماع التقليدية لصالح قناة تغذية مائلة عالية التصميم. ويكمن الاختلاف الرئيسي هنا في المادة المستخدمة: الفولاذ المقاوم للصدأ عالي الجودة. يتميز الفولاذ المقاوم للصدأ بمعامل احتكاك منخفض للغاية، كما أنه يقاوم تراكم الشحنات الساكنة. عندما يفتح المشغل صمام التحرير، تسقط الحبيبات من القادوس ذي السعة العالية (الذي يتسع عادةً لـ 15-20 كجم) وتتدفق عبر القناة المصقولة بسلاسة. يمنع هذا التدفق السلس والمتواصل ظاهرة "التكتل" أو الانسداد التي تحدث مع الأقماع البلاستيكية، مما يضمن امتلاء قضيب التباعد بسرعة وبشكل متساوٍ من البداية إلى النهاية.
2. تجهيزات التوافق مع الفواصل العالمية
نظراً لأن خطوط الإنتاج تتنقل يومياً بين مواصفات زجاجية مختلفة، فإن الآلة مزودة بتجهيزات ميكانيكية قابلة للتعديل عند فوهة التعبئة. تعمل هذه الموجهات على تثبيت فاصل الألومنيوم بإحكام، مما يضمن محاذاة مثالية للفتحة الضيقة مع تدفق مادة التجفيف. تضمن هذه المحاذاة الدقيقة عدم وجود أي انسكاب أو هدر للمواد، سواء كان المصنع ينتج زجاجاً سكنياً بسماكة 6 مم أو وحدات تجارية ثقيلة بسماكة 24 مم.
3. الحفاظ على حركة الأرضية
يجب أن تكون الآلة عالية الكفاءة مجدية اقتصاديًا أيضًا. على عكس محطات التعبئة الآلية الضخمة التي تتطلب برمجة معقدة لوحدات التحكم المنطقية القابلة للبرمجة (PLC) وطاقة كهربائية مستمرة، تعتمد آلة التعبئة اليدوية على تصميم ميكانيكي بحت يعتمد على الجاذبية. هذا يعني استهلاكًا صفريًا للطاقة الكهربائية، وانعدامًا تامًا للتوقفات بسبب أعطال البرمجيات، وصيانة شبه معدومة. يسمح تصميمها العمودي المدمج بوضعها مباشرةً بجوار محطة ثني الفواصل أو تجميع الإطارات، مما يُنشئ محطة عمل محلية عالية الكفاءة تُحافظ على استمرارية خط الإنتاج الرئيسي بسلاسة.

4. الانتقال نحو التصنيع القابل للتنبؤ
لا ينبغي أن تعتمد حماية وحدة الزجاج المعزول من الرطوبة الداخلية على الصب اليدوي البطيء والفوضوي. فباستخدام هندسة تدفق مُحسّنة ومواد مقاومة للكهرباء الساكنة، تُزيل آلة التعبئة اليدوية بالمنخل الجزيئي المتغيرات التي تؤدي إلى تعبئة غير فعّالة لمادة التجفيف. بالنسبة لمصنّعي الزجاج الذين يسعون إلى التخلص من عيوب التغشية الداخلية والحفاظ على سرعات تجميع عالية، يُعدّ فهم الآليات العملية الكامنة وراء هذه المعدات أمرًا بالغ الأهمية. أحيانًا، تكون الطريقة الأكثر موثوقية لضمان السلامة الهيكلية لوحدة زجاجية عالية التقنية هي من خلال هندسة ميكانيكية بارعة وبسيطة.